— なぜ MPO測定では“毎回同じ条件”が重要なのか? —
本記事は、Fluke Networks の記事“Setting the reference for MPO testing: The wizard’s way”(MPO テストの基準値の設定:賢者の道)を、Fluke Networksのご了承の下、Cabling Cert Tech にて翻訳・監修したものです。
Fluke Networksブログ|MPO テストの基準値の設定:賢者の道
正確なMPOファイバー測定を行うには、テスト基準コード(TRC)の損失をあらかじめ基準値に反映させ、測定結果へ影響を与えないようにする必要があります。この「基準値設定(Reference 設定)」は、測定精度を左右する非常に重要な工程です。ここを誤ると、その後の測定結果全体に誤差が生じます。Fluke Networksの CertiFiber™ Max 光損失試験セットなら、内蔵されたウィザード機能によって、この基準値設定を確実かつ効率的に実行できます。

なぜ基準値設定が必要で、いつ再設定するのか
ファイバーリンクの総挿入損失を正確に測定するには、リンク両端のコネクター損失も含める必要があります。実際、これらのコネクターは運用開始後にはリンクの一部として組み込まれるためです。コネクター損失は単体では測定できないため、嵌合したペアとして評価する必要があります。
ここで使用するのが TRC(テスト基準コード)です。
TRC は、リンクの最初と最後のコネクターと嵌合する高品質のケーブルで、メインおよびリモートのテストユニットを、測定対象のリンクへ接続するために使用します。
テスト前には、TRC自身の損失を測定結果へ含めないようにするため、テスターの基準値を0 dBとして設定する必要があります。これは、ボウルをはかりに載せてゼロ点調整を行い、中身だけの重量を正しく測定するのに似ています。TRC の損失を正しく基準値へ反映するための 基準値設定は、非常に重要です。正しく行われなかった場合、その後の測定結果全体が不正確になります。
最良の測定結果を得るためには、テスト開始前に実際の測定現場で基準値設定を行い、その後も1日の中で定期的に再設定する必要があります。
次のような場合には、基準値を再設定してください。
- 測定構成の変更に伴い、入力モジュールを交換した場合。
- TRCをテスターの出力ポートから一度でも外した場合(すぐに挿し直した場合でも)。
- 異常に大きなマイナス損失が表示された場合。大抵は、端面の汚れ(contamination)
や暖機(warm-up)不足が原因です。
- 基準値設定からテスト開始までに数時間が経過している場合。TRCは時間の経過とともに汚染されたり、光出力状態が変化したりする可能性があります。また、テスターがバッテリー節約のために自動的に電源オフになることもあり、その結果、基準値がずれてしまう場合があります。そのため、基準値を再設定することを推奨します。CertiFiber Max テスターは、基準値設定からの経過時間やテスト間隔を表示することで、基準値の再設定タイミングを管理しやすくしています。
※翻訳者注記:Fluke Networks マニュアルの「When to Set a Reference」では、以下の場合も基準値の再設定条件として案内されています。
- コネクター種類や芯数など、テストセットアップを変更した場合
- Reference method(1ジャンパー法 / 3ジャンパー法など)を変更した場合
- Remote ユニットを変更した場合
- “reference is out of date” メッセージが表示された場合
テスターの設定と必要機材の準備
CertiFiber Max を使用すれば、基準値設定を難しく考える必要はありません。定評のあるデュプレックス(duplex)CertiFiber Pro 光損失測定セットと同様、CertiFiber Maxモデルには 基準値設定ウィザード(Set Reference Wizard) が搭載されており、基準値設定手順をステップごとに誘導することで、設定ミスを防止します。測定を開始する前に、事前に実施すべき重要な手順があります。
- 暖機(warm-up):メインおよびリモートユニットは、電源投入後、少なくとも15分以上暖機してください。特に、機器温度が周囲温度と大きく異なる場合は、さらに長い暖機時間が必要です。暖機が不十分な状態で基準値設定を行うと、不正確なマイナス損失値が発生する可能性があります。
※翻訳者注記: 暖機時間は、周囲温度や機器の保管状態によって変化します特に温度差が大きい現場では、15分以上の暖機が必要となる場合があります。
セットアップ:コネクタータイプ(MPO-12、MPO-16、MMC 24 など)、ピンあり/ピンなし構成、ファイバータイプ、極性、接続数、リミット値など、測定条件を設定します。デフォルト設定は1ジャンパー基準値設定方式で、ほとんどの測定ではこの方式を使用します。
- 検査:端面の汚れは、正確な測定を妨げる重大な要因です。TRC、検証用コード(verification cord)、および測定対象リンクの光ファイバー端面を検査してください。必要に応じて清掃を行い、その後再検査します。袋から出したばかりの新品のTRCであっても、端面が汚れている可能性があるため、必ず検査してください。コネクターは、検査後に再び汚れが付着する可能性があるため、嵌合直前に再検査するのが最善策です。端面を事前にまとめて検査する運用も可能ですが、嵌合までの待機中に汚染されないよう、保管場所には注意してください(特に灰皿や粉砂糖の付いたドーナツの近くは避けましょう)。検査後にダストキャップを装着しないでください。キャップ自体が汚染源になる場合があります。
テスターの設定後、「基準値設定」をタップしてウィザードを起動します。最初の画面には、設定した測定条件に応じて必要なアクセサリ一覧が表示されます。ここには、メインユニットおよびリモートユニットに必要な入力モジュールとTRC、さらに検証用コードが表示されます。
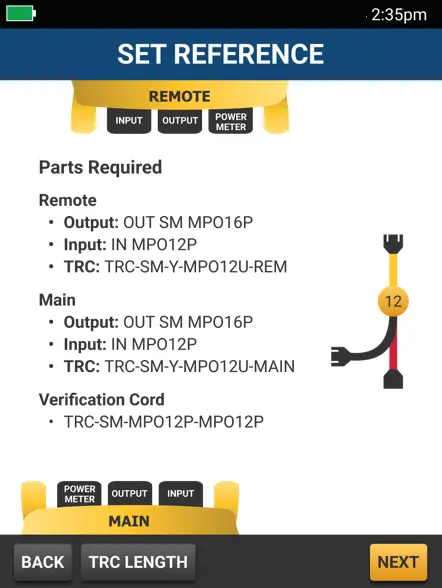
基準値設定時の接続ミスを防ぐため、CertiFiber Max 用のYケーブルTRCは、テスターのポートに合わせて色分けされています。このカラーコードは、従来型MPOコネクターでも、MMC系VSFFコネクターでも共通です。
- 赤(送信):テスターの赤色の16芯MPO出力(光源)ポートへ接続します。(本記事ではMPO16構成を例に説明)
- 黄色(リンク):実際に測定を行うシングルモード・ファイバー・リンクへ接続します。
- 黒、グレー、または白(受信):テスターの入力(光パワーメーター)ポートへ接続します。色分けはファイバー芯数ごとに異なります。黒は12芯、グレーは16芯、白は24芯用です。
基準値設定ウィザードの操作手順
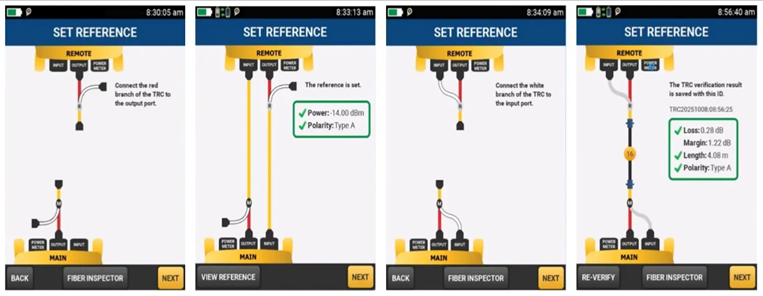
必要なアクセサリを揃えたら、「基準値設定ウィザード」が色分けされたアニメーションで、基準値設定とTRC検証の手順を順番に案内します。
- TRCの赤色ブランチを、メインユニットおよびリモートユニットの出力ポートへ接続します。
- TRCの黄色ブランチを、メインユニットおよびリモートユニットの入力ポートへ(基準値設定の間だけ)接続します。
※手順4で取り外します
- 基準値を設定します。
- 基準値を設定したら、メインユニットおよびリモートユニットの入力ポートから黄色ブランチを取り外し、検証コードへ接続します。TRCの赤いブランチは、出力ポートから絶対に取り外さないでください。これを行うと、ファイバーへ入射する光パワーレベルが変化し、基準値が無効になります。
※翻訳者注記:本手順では、黄色ブランチのみを入力ポート側で操作します。赤ブランチは、基準条件維持のため、出力ポートへ接続したままにしてください。
- TRCの受信ブランチ(黒、グレー、または白)を、メインユニットおよびリモートユニットの入力ポートへ接続します。以降は、TRCの黄色ブランチだけを操作してください。
- TRCの状態を確認します。テスターには、TRC の測定結果と日付/時刻スタンプ ID が表示されます。これらは、TRC が良好な状態であり、テスト構成が有効であったことを証明するために自動的に保存されます。
- TRC の測定結果が期待範囲外であるという警告が表示された場合は、TRC、検証コード、およびテスターの出力ポートを再点検し、必要に応じてクリーニングします。その後、手順を最初からやり直します。
自信を持って測定を実施する
基準値が設定され、TRC の確認が正常に完了すると、測定を開始できます。検証コードを取り外し、実際に測定するファイバーリンクへ接続するだけです。
測定中でも TRC検証を再実施することで、光源が安定していることを確認し、劣化した TRC による測定品質低下を防ぐことができます。Fluke Networksでは、運用目安の一例として、288回ごとのTRC検証を案内しています。 CertiFiber Max は、実施した測定回数を記録し、TRC 再検証までの測定回数上限を任意に設定できるほか、再検証のタイミングを通知します。
※翻訳者注記:288回は、Fluke Networks が提示している運用設定例の一つです。実際の再検証タイミングは、測定環境・測定頻度・機器状態などに応じて調整が必要となる場合があります。
高速 MPO ファイバーリンクの世界では、以前は問題にならなかった小さなズレも、現在では測定品質へ影響する場合があります。CertiFiber Max の基準値設定ウィザードを使用すれば、設定手順を画面上で順番に確認しながら進められるため、信頼性の高い基準値設定と、専門家レベルの精度で測定を実施できます。
学習を続ける
- ファイバー・テスターは 800G 以降に対応する準備ができていますか?
- 1ジャンパー基準値が推奨される理由
- データセンターにおける MPO とそのテスト方法
- VSFF コネクターについて知っておくべきこと
- より簡単なファイバー端面検査:IEC 61300-3-35 規格の主な変更点
Cabling Cert Techによる解説
ここからは、Cabling Cert Tech による現場視点の補足解説です。

本記事では、Fluke Networks の「MPO Set Reference Wizard」に関する解説をもとに、Cabling Cert Tech の視点から、MPO 測定における「Reference(基準)品質」の重要性について整理しています。
特に AI データセンターや高速光配線環境では、従来よりも測定条件管理の重要性が高まっており、
- なぜ MPO 測定が不安定になりやすいのか
- なぜ Reference 設定が重要なのか
- 現場ではどのような失敗が起きやすいのか
- なぜTRC 検証や 再検証が必要なのか
- なぜ Set Reference Wizard が測定品質維持に役立つのか
といった観点から、実際の運用や測定品質管理の考え方について解説していきます。
本記事が、MPO 測定における「測定値そのもの」だけではなく、
“測定条件の管理品質”
について考えるきっかけになれば幸いです。
MPO測定では、実際には多数の条件が同時に測定再現性へ影響しています。
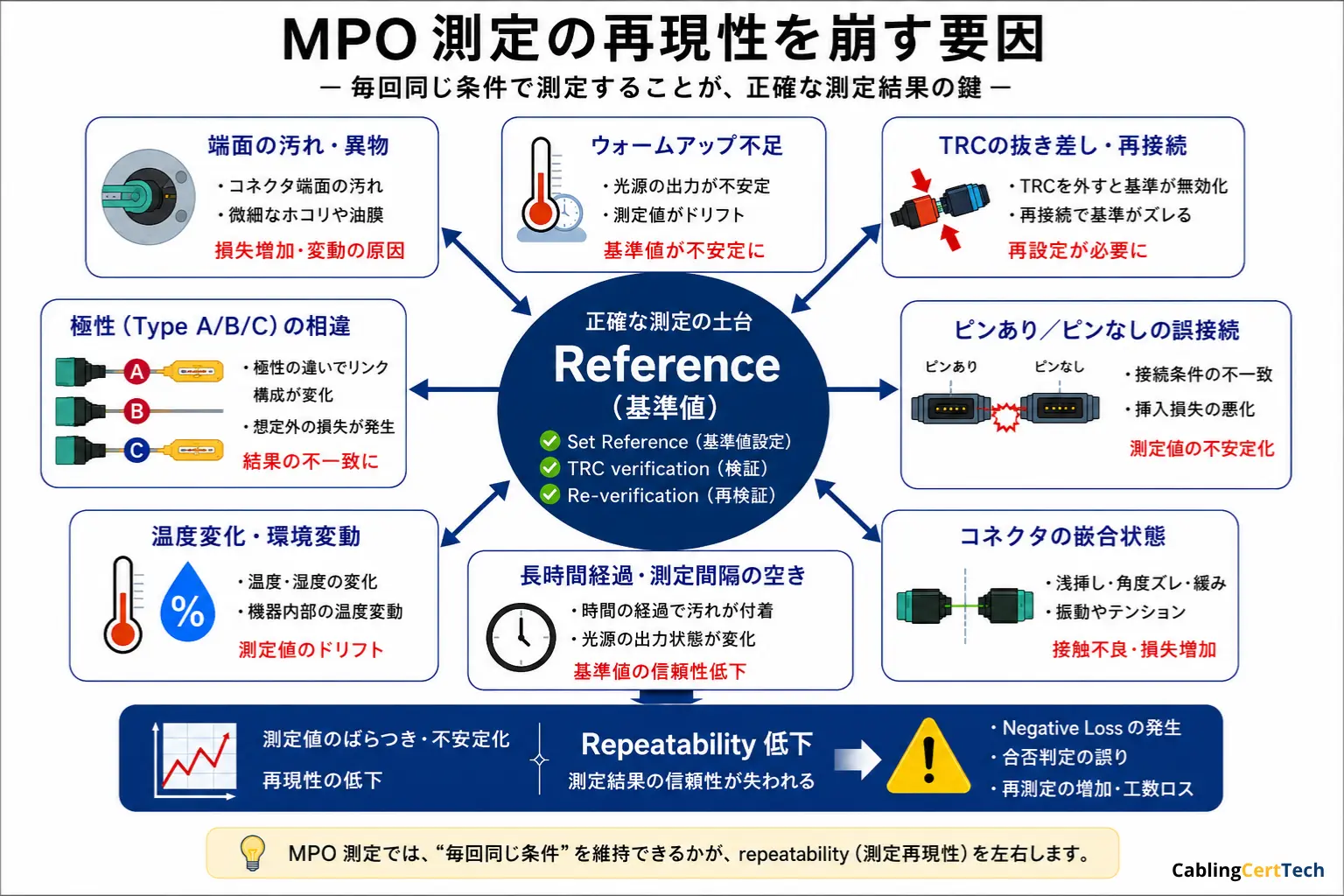
図3:MPO測定の再現性へ影響する代表的要因
第1章 なぜMPO測定は不安定になりやすいのか
MPO 測定では、
「昨日は正常だったのに、今日は異常なマイナス損失が表示された」
「同じリンクを測定しているはずなのに、結果が毎回少しずつ変わる」
といった現象に悩まされることがあります。
特に AI データセンターや高密度光配線環境では、MPO-12 や MPO-16 のような多芯コネクターが一般化しつつあり、従来の デュプレックス測定以上に、測定前提条件の管理が重要になっています。
MPO 測定が難しい最大の理由は、「複数の条件を同時に成立させなければならない」点にあります。
例えば:
- 極性(Type A/B/C)
- pin/no-pin の組み合わせ
- カセット構成
- コネクターの嵌合状態
- 端面の汚れ
- 光源安定性
- Reference 設定の正確性
など、多数の要素が測定結果へ影響します。
しかも MPO は多芯接続であるため、たった 1 芯の端面の汚れや接触不良が、リンク全体の測定結果へ影響することがあります。
※補足技術メモ
MPOコネクタでは、端面汚れだけでなく、ファイバー芯線の突出状態や接触品質も、光結合条件を左右する要因のひとつです。
これらが接続ごとに変化する場合、測定の測定再現性(repeatability)へ影響することがあります。
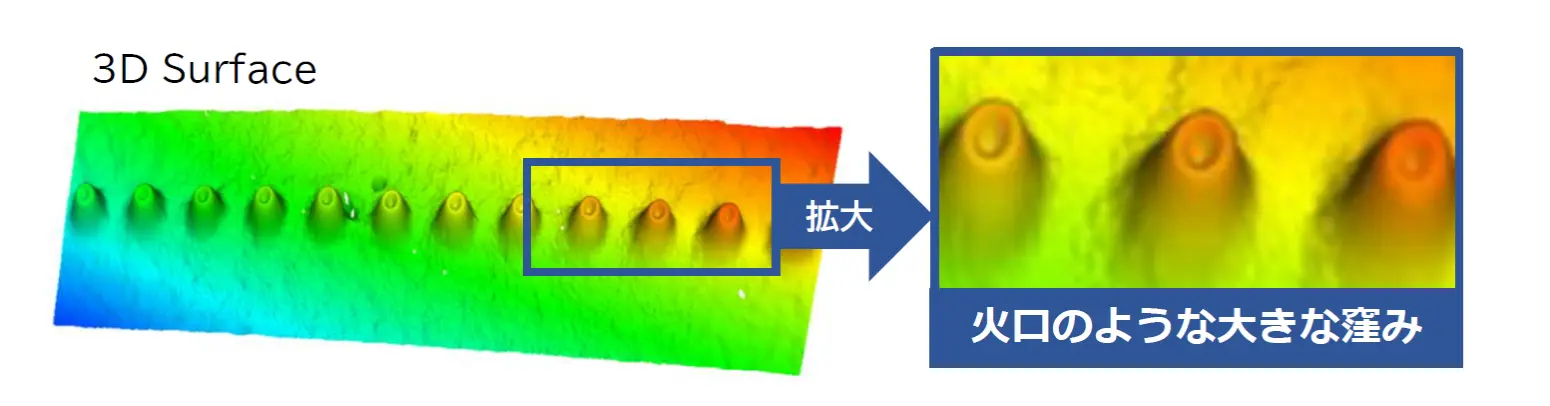
一部メーカーでは、ファイバー突出量管理や3D端面形状検査など、高密度MPO接続を前提とした接続品質管理が行われています。
なお、MPO/MTフェルールの端面形状、fiber height(突出量)、core dip(コアディップ)などは、関連規格においても管理対象とされており、接続品質へ影響する要因のひとつと考えられています。
これらの端面状態や接触条件が接続ごとに微小変化する場合、光結合条件の変動につながり、挿入損失(IL)やリターンロス(RL)の測定再現性へ影響する場合があります。
そのため MPO 測定では、測定器性能だけでなく、Reference 条件管理や接続品質管理も重要になります。
※出典:JANOG55公開技術資料「400G超通信における MPOコネクタの品質について考えよう!」(NTT-AT / SAKURA internet)
そのため MPO 測定では、
高性能な測定器を使用していても、測定条件が安定していなければ、結果はばらつく場合があります。
むしろ重要なのは、
「毎回同じ条件で測定できているか」
という“測定条件の管理品質”です。
特にAIデータセンター時代では、800Gや1.6Tの高速伝送により、損失余裕(loss margin)が小さくなっています。そのため、従来であれば見逃されていた小さな条件変化でも、測定品質へ影響しやすくなっています。
だからこそ現在の MPO 測定では、
- TRC 検証
- 端面の汚れ管理
- 暖機(warm-up)
- 再検証
- 測定再現性(repeatability)
といった「測定品質保証」の考え方が、以前にも増して重要になっているのです。
※本記事では「測定再現性」を、同一条件で繰り返し測定した際に、同様の測定結果が得られる安定性という意味で使用しています。
第2章 なぜ Reference 設定が測定品質を左右するのか
第2章では、第1章で紹介した要因の中でも、特にReference設定に関係する条件管理と測定再現性について詳しく解説します。
MPO 測定では、「正常に測定しているはずなのに、なぜか結果が安定しない」という現象が起こることがあります。
このような場合、多くの人は最初に、
- 測定器の故障
- ファイバーリンク異常
- コネクター不良
などを疑います。
しかし実際には、問題の原因がリンク側ではなく、
“Reference(基準値設定)そのもの” にあるケースは少なくありません。
基準値設定(Reference)とは、簡単に言えば、
「これを 0 dB の基準とする」
という測定の出発点を決める工程です。
つまり、その基準自体が正しくなければ、
以降の測定結果にも誤差が累積します。
これは、ゼロ点調整が狂ったはかりで重量測定を行う状況に似ています。
特に MPO 測定では、
- 多芯同時測定
- 複数コネクター構成
- MPO カセット
- 極性
- TRC 構成
など、多数の条件が同時に成立しているため、基準条件のわずかな変動が測定結果全体へ影響しやすくなります。
さらに現場では、基準条件を変動させる要因が数多く存在します。
例えば:
- 暖機不足
- 光源出力の変動
- TRC の引き抜き・再接続
- 端面の汚れ
- 清掃後の再汚染
- 温度変化
- 経時的な基準値変動(ドリフト)
などです。
特に注意すべきなのが、TRC を出力ポートから一度でも外してしまうケースです。
一見すると「すぐに戻しただけ」に見えても、実際には入射光条件が変化し、既存の基準条件が成立しなくなる場合があります。
また、暖機不足による光源安定性の変化も、基準条件へ影響する要因の一つです。
MPO は多芯構造であるため、デュプレックス測定以上に“端面品質の微小な差異”が測定結果へ影響しやすい特徴があります。
そのため現在の高速 MPO配線では、単なる清掃作業ではなく、“測定条件の管理品質”として端面管理を考える必要があります。
このような測定結果のばらつきは、測定器故障ではなく、基準条件の変化によって発生する場合があります。
そのため MPO 測定では、
「測定値だけを見る」
のではなく、
「その測定値が、どのような条件下で取得されたか」を
把握することが重要になります。
多芯・高速化が進んだ MPO 測定環境では、小さな条件変化も結果へ影響しやすくなっています。
・毎回同じ条件で測定できているか
・基準条件が維持されているか
・TRC 検証が継続されているか
これら3つの条件を安定して維持できているかが、
測定品質を左右します。
従来のデュプレックス測定では大きな問題にならなかった微小なズレも、多芯・高速化が進んだ現在では無視できなくなっています。
第3章 現場でよくある失敗
ここでは、現場で実際によく発生する代表的な失敗例を紹介します。
CASE 1 “新品TRCだから安心と思ってしまう”
「新品だからきれいなはず」
「袋から出したばかりだから問題ない」
これは現場でも非常によく見られる認識です。
しかし実際には、新品の TRC であっても、輸送中や保管中に端面へ微細な汚れが付着している場合があります。
特に MPO は多芯コネクターであるため、1 芯だけの端面の汚れでも測定再現性へ影響する場合があります。
そのため、TRC は新品・中古を問わず、測定直前に端面検査が推奨されます。
例えば、MPO端面検査カメラでは、MPO全体表示だけでなく、個別ファイバー単位で汚れや欠陥位置を確認できる場合があります。

出典: Fluke Networks WHITE PAPER Fiber Contamination, Cleaning, and Inspection: An Introduction
CASE 2 “少し 抜いただけなのに測定値が変わる”
Reference 設定後に、
- 少しだけ挿し直した
- 接続確認のために一度抜いた
というケースも現場では見られます。
しかし MPO 測定では、出力側 TRC を一度抜き差しすると、光ファイバーへの光の入り方が変化し、基準条件が変わってしまう場合があります。
特に CertiFiber Max の Wizard が、
「赤側 TRC を抜かない」
よう繰り返し案内しているのは、このためです。
物理的には同じ接続状態に見えても、光ファイバーへの光の入り方(光結合条件)は変化している可能性があります。
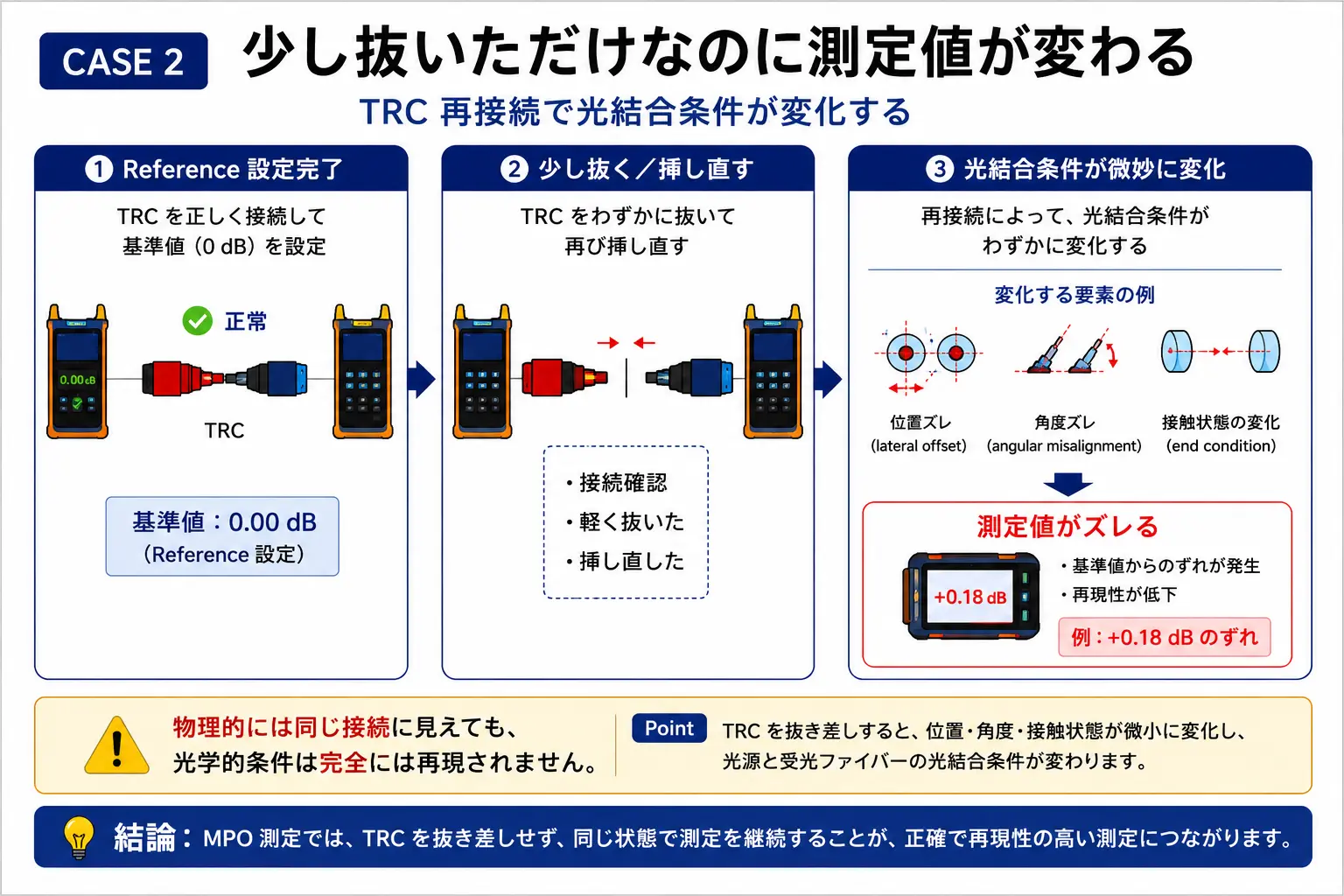
MPO測定では、TRCをわずかに抜き差し・再接続しただけでも、位置・角度・接触状態などの光結合条件が微妙に変化し、基準条件や測定値へ影響する場合があります。
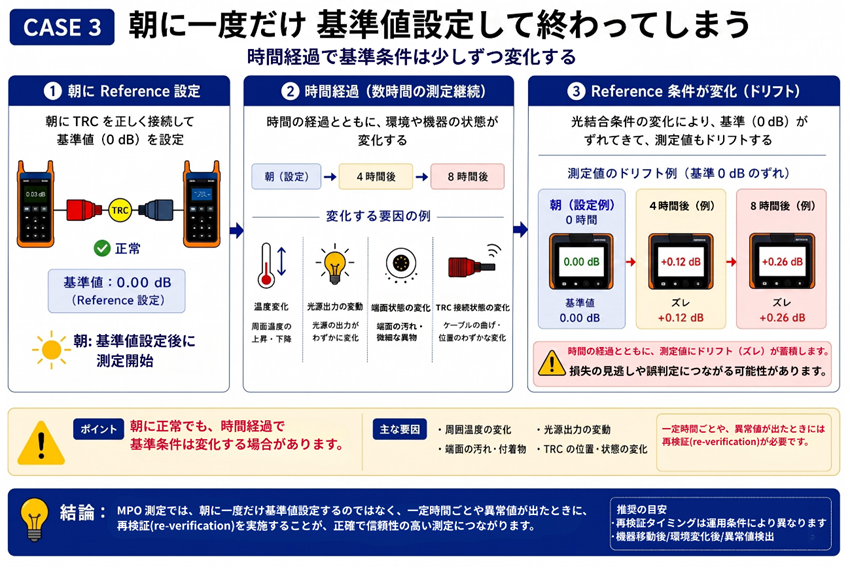
CASE 3 “朝に一度だけ基準値設定して終わってしまう”
朝に基準値設定を行ったあと、そのまま 1 日中測定を続けてしまうケースもあります。
しかし実際には、
- 温度変化
- 光源変動
- TRC 状態変化
などによって、基準条件は少しずつ変化していきます。
そのため、時間経過による小さな変動でも、基準条件の維持確認が重要になります。
このため MPO 測定では、定期的な再検証(re-verification)を行い、基準条件が維持されているか継続的に確認する考え方が重要になります。
このような理由から、基準条件を一度設定して終わりにするのではなく、継続的に確認する運用が重要になります。
図5の時間目安は、現場運用を想定した参考例であり、実際の再検証タイミングは、
測定環境や機器状態によって変化します。
※Fluke Networks マニュアルでは、“at the start of each day, at the job site, then at regular intervals during the day”と記載されており、再検証は時間経過だけでなく、「測定条件変更時・TRC再接続時・異常値発生時・環境変化時」などにも実施することが推奨されています。本図の『4〜8時間』は、現場運用を想定した参考目安です。
CASE 4 “マイナス損失(Negative Loss)が表示された”
MPO 測定では、不自然なマイナス損失が表示される場合があります。
テスターは、基準値(0 dB)との差分を損失値として表示するため、基準値設定時より強い光が入射すると、差分がマイナス損失として表示されます。
光源は、電源投入直後は出力が安定していない場合があり、暖機とともに徐々に安定します。そのため、暖機不足の状態で基準値設定を行うと、その後の出力変化によって基準設定時より強い光が入射し、マイナス損失として表示される場合があります。
実際には、
・暖機不足
・TRC 状態の変化
・端面の汚れ
・光出力の微小変動
などによって、基準条件が変化している場合も少なくありません。
特に電源投入直後は、光源出力が十分安定していない場合があります。
もし Reference 条件の変化に気づかないまま測定を継続すると、
本来 PASS すべきリンクを FAIL と判定したり、
逆に異常リンクを見逃す可能性があります。
そのため MPO 測定では、
「測定値」そのものだけではなく、
測定条件の安定性と再現性管理が重要になります。
異常値が出た場合は、
基準条件の変化有無を再確認することが重要です。
特に MPO 測定では、異常値が発生した場合、まず基準条件の変化有無を確認し、その後にリンク異常や測定器側の問題を切り分けることが重要になります。
第4章 Set Reference Wizard によるReference 条件管理
第4章では、CertiFiber Max のSet Reference Wizard を例に、Reference 条件管理を現場でどのように維持するかを解説します。
本章は詳細な操作マニュアルではなく、MPO 測定における再現性維持の考え方と、運用上重要な確認ポイントを整理することを目的としています。
第3章で見てきたように、MPO 測定では測定器性能だけでなく、「基準条件をどれだけ安定維持できるか」が測定品質を左右します。
ここからは、実際の現場で測定再現性を維持するための実践的な考え方を整理していきます。
なぜ Set Reference Wizard が重要なのか
Set Reference Wizard は、測定条件のばらつきを抑え、測定再現性を維持しやすくするための重要な支援機能です。
MPO 測定では、
- 使用ポート
- TRC 種類
- 接続順
- 検証用コード(verification cord)
- 極性
など、多数の条件を、毎回同じ順番・同じ状態で維持することが求められます。
しかし実際の現場では、
「どの順番で接続するのか」
「どの TRC を使うのか」
「どの接続を維持すべきか」
と、途中で判断に迷うケースもあります。
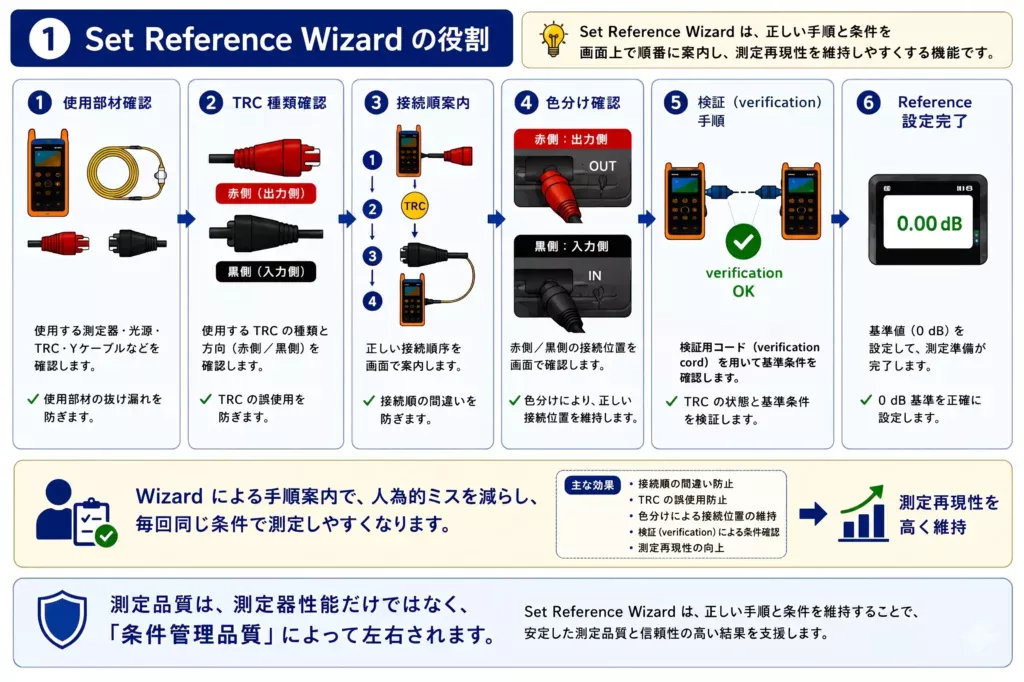
そのため CertiFiber Max の Set Reference Wizard では、
- 使用部材
- 接続順
- 色分け
- 検証(verification)手順
を画面上で順番に案内することで、人為的ミスを減らしやすくなっています。
※本図は MPO 測定における 基準条件・再現性・光結合変化の概念理解を目的とした説明図です。実際の TRC・MPO コネクター・光学構造とは一部表現が異なる場合があります。
※図中では代表例として黒色TRC(12芯系)を示しています。実際には、芯数やコネクター構成に応じて、灰色(16芯)や白色(24芯)など、異なる受信側ブランチが使用されます。
なぜ TRC が色分けされているのか
CertiFiber Max 用の Y ケーブル TRC は、接続ミスを防ぐため、ポートごとに色分けされています。
これは単なる視認性向上ではありません。
特に出力側TRCは、光の入射状態へ影響するため、接続位置が変化すると、光結合条件が変わり、基準条件へ影響する場合があります。
そのため、
- 赤側
- 黒側
を明確に区別することで、測定再現性を維持しやすくしています。
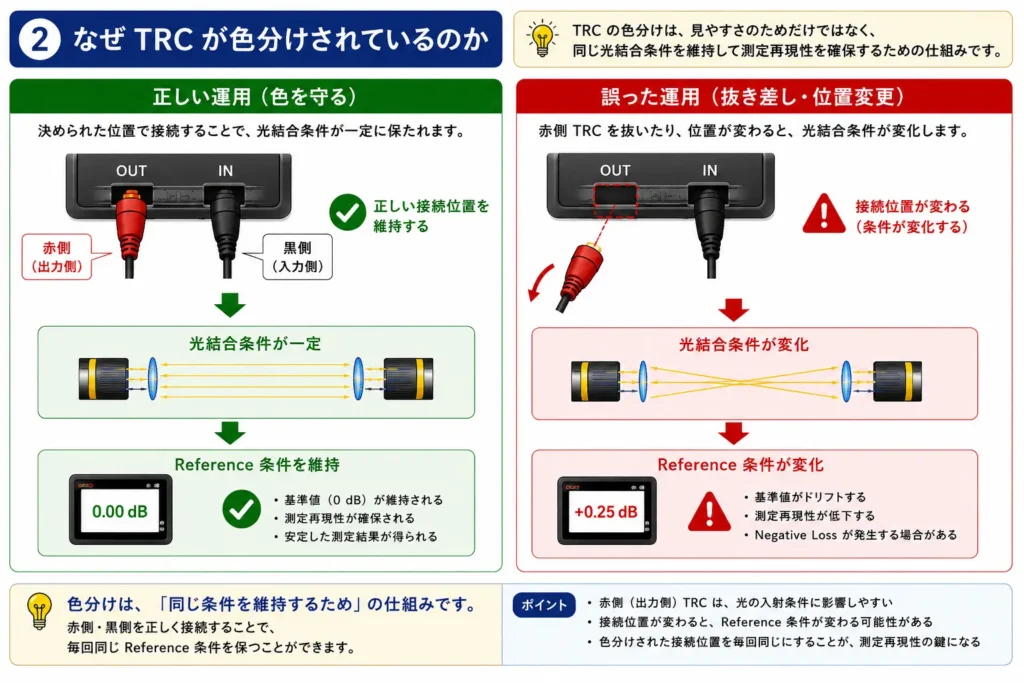
※本図は MPO 測定における 基準条件・再現性・光結合変化の概念理解を目的とした説明図です。実際の TRC・MPO コネクター・光学構造とは一部表現が異なる場合があります。
なぜ暖機が必要なのか
光源は、電源投入直後から完全に安定しているわけではありません。
暖機が不十分な状態で基準値設定を行うと、
- マイナス損失の発生
- 測定値の変動
- 測定再現性(repeatability)の低下
などが発生する場合があります。
特に高速MPO測定では、小さな出力変動でも無視できなくなっています。
そのため、
- 十分な暖機時間
- 周囲温度での安定化
が測定品質へ影響します。
なぜTRC検証が重要なのか
TRC は使用や清掃によって状態が変化するため、消耗品としての管理が必要です。
高品質な TRC であっても、
- 抜き差し
- 微細な損傷
- 端面の汚れ
- 経年変化
によって状態が変化します。
しかし MPO 測定では、その小さな変化でも測定結果へ影響する場合があります。
MPO 測定では、“一度基準値設定したら終わり”ではなく、基準条件が維持されているか継続的に確認する考え方が重要になります。
TRC検証は、単なる点検作業ではなく、“測定再現性を維持するための品質管理プロセス”として機能します。
第5章 まとめ
MPO 測定で結果が安定しにくい理由は、単純に「測定が難しい」からではありません。
多芯・高速化が進んだ現在の MPO 測定環境では、小さな条件変化でも測定結果へ影響しやすくなっています。
重要なのは、測定値だけを見るのではなく、
「毎回同じ測定条件を維持できているか」
を継続的に確認しながら運用することです。
特に MPO 測定では、以下のような条件管理が重要になります。
- 基準条件
- TRC 状態
- 端面品質
- 暖機
- 接続順序
- 再検証(re-verification)
これらの条件を毎回安定して維持することが、
MPO 測定の再現性確保につながります。だからこそ、CertiFiber Max の Set Reference Wizard は、接続順序や条件管理を標準化し、現場ごとのばらつきを減らす支援機能として有効です。
MPO 測定では、測定器性能だけでなく、毎回同じ条件を維持できるかが、測定品質を左右します。
関連記事
【Fluke Networks記事ベース解説】
【Fluke Networksブログ】
【Fluke Networksホワイト・ペーパー】
関連資料ダウンロード
📥 MPO測定チェックポイント
【保存版PDF】
現場で再確認しやすいよう、「MPO 測定チェックポイント」の保存版 PDF をご用意しました。
MPO 測定時の基準条件管理・再検証ポイント・接続順序確認を、現場で再確認しやすいチェックリスト形式で整理しました。
📥 DSX CableAnalyzer™ 最新リリースノート
・Versiv™ プラットフォーム、
・DSX CableAnalyzer™、
・CertiFiber™ Pro、
・OptiFiber™ Pro
の最新ソフトウェア情報およびリリースノートを掲載しています。
📩 Cabling Cert Tech ニュースレター
配線認証試験、光測定、Wi-Fi、AIデータセンターに関する
技術記事・リリース情報・ダウンロード資料の更新情報をお届けしています。。
※本記事およびチェックポイント資料は、MPO測定における測定条件管理や再現性維持の考え方を整理した技術参考情報です。
実際の測定手順・判定・運用条件につきましては、使用機器、測定対象、現場環境、メーカー推奨条件等をご確認のうえ、各現場条件に応じてご判断ください。